
Hyundai Motor India has tested over 4.25 million engines using zero-emission, fuel-free Cold Bed Engine Testing, advancing its net-zero and green manufacturing goals.
Hyundai Motor India Limited (HMIL), India’s premium provider of smart mobility solutions, has reached a significant milestone in sustainable manufacturing by successfully testing over 4.25 million engines with its revolutionary Cold Bed Engine Testing technology. This approach removes the need for fuel, coolant, and water, allowing for a completely clean and zero-emission testing method.
Revolutionising Engine Testing
Cold Bed Engine Testing, which was introduced in 2013, allows HMIL to evaluate engine performance using electricity generated from renewable energy rather than traditional fuel-based methods. The technology employs high-precision sensors to monitor important engine parameters such as crankshaft angle, chamber pressure, and compression, guaranteeing that each engine fulfils strict quality criteria while emitting no emissions.

Gopalakrishnan CS, Director and Chief Manufacturing Officer, HMIL, stated, “At Hyundai Motor India, innovation and sustainability go hand in hand. By testing over 4.25 million engines using zero-emission Cold Bed Engine Testing, we’ve curbed 2 million kg of CO₂ and saved US $1 million, while ensuring world-class quality through our fully automated, fuel-free process. As we mark 30 years of ‘Make in India, Made for the World’, we stay committed to driving a greener, smarter future.”
Environmental and Economic Impacts
Through clean testing, HMIL has reduced CO₂ emissions by almost 2 million kg, contributing to cleaner air and more sustainable mobility. Furthermore, the use of this system has saved the corporation roughly $1 million in operational expenditures by eliminating the requirement for gasoline, coolant, and water during engine testing.
How Technology Works
Cold Bed Engine Testing uses an electric motor to rotate each engine’s crankshaft. Sensors measure engine compression, chamber pressure, crankshaft angle, and other performance characteristics to assess engine worthiness. The completely automated system, which is integrated with Industry 4.0 technology, digitally archives all test data, allowing for future research and development and continual improvement.
Driving a Greener Automotive Future
This fully automated, zero-emission process demonstrates HMIL’s dedication to innovation, quality, and environmental responsibility. Cold Bed Engine Testing, which is part of Hyundai’s global aim to reach net-zero emissions by 2045, demonstrates how sustainable practices are being integrated into production operations to create a smarter, greener future.
We use cookies to personalize your experience. By continuing to visit this website you agree to our Terms & Conditions, Privacy Policy and Cookie Policy.
Schneider Electric and Nvidia have partnered to develop sustainable, AI-ready infrastructure, supporting Europe’s push to build next-gen AI factories.
Schneider Electric, a global leader in digital energy management and automation, today announced a strategic alliance with NVIDIA to address the growing demand for sustainable, AI-ready infrastructure. The news was made during the NVIDIA GTC Paris.
The collaboration is centred on cooperative R&D activities in power, cooling, controls, and high-density rack systems to enable the next generation of AI factories in Europe and elsewhere. It supports the European Union’s “InvestAI” project, which aims to raise €200 billion in AI investments, as well as the “AI Continent Action Plan”, which aims to establish 13 AI factories and up to five AI gigafactories across Europe.
Olivier Blum, CEO of Schneider Electric, stated, “Schneider Electric and NVIDIA are not just partners — our teams are driving advanced R&D, co-developing the infrastructure needed to power the next wave of AI factories globally. Together, we’ve seen tremendous success in deploying next-generation power and liquid cooling solutions for AI data centres.”
Jensen Huang, creator and CEO of NVIDIA, commented, “AI is the defining technology of our time—the most transformative force reshaping our world. Together with Schneider Electric, we are building AI factories: the essential infrastructure that brings AI to every company, industry, and society.”
Schneider Electric introduced new AI-ready data centre solutions, including the EcoStruxure™ Pod and Rack Infrastructure and an Open Compute Project-inspired rack system that supports the NVIDIA GB200 NVL72 platform. These solutions are based on NVIDIA’s MGX modular architecture, demonstrating Schneider’s integration into the NVIDIA HGX and MGX ecosystems.
In addition, Schneider and NVIDIA collaborated on reference designs for electrical and liquid cooling systems, and Schneider is now a certified CDU provider for NVIDIA. These designs also incorporate Motivair solutions, which Schneider Electric bought in March 2025.
The reinforced alliance intends to speed the implementation of scalable, AI-optimised infrastructure, thereby boosting global advances in artificial intelligence.
We use cookies to personalize your experience. By continuing to visit this website you agree to our Terms & Conditions, Privacy Policy and Cookie Policy.
India’s push for Net Zero by 2070 puts the spotlight on manufacturing. This article highlights why cutting carbon is crucial now and how green practices can drive growth, resilience, and global competitiveness.
The tryst of India’s sustainability goals and its manufacturing sector is rather complex. The $1 trillion industry presents itself as a vital engine for economic growth, supported by initiatives like Make in India and a push for global competitiveness; its contribution to carbon footprint poses a juxtaposition.
As India makes significant strides in its journey towards achieving net zero by 2070, this duality of promise and pollution highlights that a green manufacturing model by itself cannot fuel India’s climate commitments. What India needs is a strategic carbon rethink that enhances productivity, global trade relevance, and economic resilience.
Green manufacturing: not optional anymore
In this Industry 4.0 evolution, green manufacturing is no longer a buzzword; it has gradually emerged as the backbone of a future-ready, globally aligned industry. The Ministry of Steel states that Indian furnaces emitted roughly 240 million tonnes of carbon dioxide in 2023–24, a year when mills produced 92 million tonnes of crude steel. The 2025 Energy Statistics from MoSPI (the Ministry of Statistics and Programme Implementation) projected that total energy-linked emissions stand at 1.9 billion tonnes of CO₂. Numbers from the recent International Energy Agency mention that road transport alone contributed to around 12% of India’s energy-related carbon emissions, underlining its place among the heaviest industrial emitters.
The statistics alone highlight the urgency for a carbon strategy for these critical sectors, aimed at reducing their carbon footprint whilst maintaining their global competitiveness as industries tighten their ESG and carbon border norms.
Pathways to a low-carbon industry
In order to reduce its carbon footprint, the manufacturing industry, especially the high emitters, needs to adopt sustainable solutions to run its daily operations. We are already witnessing the increasing adoption of renewables, green hydrogen, and solar energy sources in the manufacturing processes. The industry outlook on the shift towards cleaner energy sources remains largely positive, yet the practical adoption needs to pick up pace.
Additionally, carbon capture and storage technologies are enabling heavy industries to trap emissions at their source, while IoT-powered energy efficiency solutions help monitor energy consumption in real time. Thus, these result-oriented solutions help strike the golden balance between productivity and sustainability without compromising on growth.
Integrating the principles of circularity—recycle, reduce, reuse, and zero waste—in the supply chain design will not only support the green transformation of the industry but also prove to be a cost-efficient exercise.
The green jobs multiplier
According to the latest industry reports, India’s green industry would be employing an estimated workforce of 7.29 million by the fiscal year 2027–28 and a total of 35 million by 2047. The surge in investments in sectors like waste management, electric vehicles, and sustainable construction has led to the development of new roles—from energy analysts to sustainability officers, among others.
This will play a pivotal role in bridging the gap between industry and sustainability and also support the national missions on upskilling and net zero.
Carbon market: India’s green catalyst
The Government of India has been prioritising green growth by undertaking a multi-thronged approach, right from the Budget 2025 focus on sustainability to the upcoming carbon market policy aimed at rewarding low-carbon players and penalising laggards. Manufacturing is a pivotal growth engine of India’s economy, the nucleus of India’s industrial web. If it goes green, so do aligned industries like logistics, construction, tech, and exports, which will help India fulfil its net zero ambitions.
As a rising global economy, India’s green manufacturing shift won’t be just a national milestone—it will be a global statement, a framework that will help other countries in navigating their decarbonisation journey.
-Authored By Yashodhan Ramteke, Head-Carbon Business Unit, MMCM
We use cookies to personalize your experience. By continuing to visit this website you agree to our Terms & Conditions, Privacy Policy and Cookie Policy.
Companies that adopt sustainable procurement are favoured by customers, investors, and regulators, leading to increased customer loyalty and business expansion. Mainak Ray, Director of Operations (India & APAC) at Radio Design, emphasises the importance of responsible procurement in manufacturing.
The need for responsible procurement is ethical and strategic due to supply chain disruptions, regulatory demands, and environmental concerns. Manufacturing companies are recognising the need to integrate sustainability into their procurement processes. Sustainable procurement is a strategy that combines economic efficiency, environmental responsibility, and social equity in the procurement of goods and services.
What is sustainable procurement?
Sustainable procurement goes beyond traditional purchasing based on cost and quality. It emphasises a holistic evaluation of suppliers, products, and services based on the following key factors:
Environmental Impact: Prioritising products that have a lower carbon footprint, use fewer natural resources, and less waste.
Ethical Sourcing: Partnering with suppliers that uphold fair labour practices, human rights, and responsible governance.
Resource Efficiency: Opting for materials and products that are durable, repairable, and contribute to a circular economy.
Social Responsibility: Supporting local communities, promoting supplier diversity, and partnering with organisations that invest in ethical and social well-being.
Sustainable procurement is a proactive approach that aligns with global initiatives like the UN Sustainable Development Goals (SDGs), the Science-Based Targets Initiative (SBTi), and various carbon reduction pledges.
Mitigating supply chain risks
With increasing regulatory pressure and consumer scrutiny, companies that fail to ensure responsible sourcing face reputational and financial risks. Sustainable procurement helps minimise exposure to labour rights violations, supply shortages, and environmental liabilities, ensuring business continuity.
Innovation and competitive advantage
Manufacturers that integrate sustainability into their procurement strategy encourage suppliers to develop eco-friendly, innovative products. This fosters technological advancements, creates market differentiation and gives companies a competitive edge.
Brand reputation and market growth
Businesses that demonstrate a commitment to sustainability are favoured by customers, investors, and regulators. Companies that adopt sustainable procurement enhance their corporate reputation and appeal to ESG-conscious stakeholders, leading to increased customer loyalty and business expansion.
Regulatory compliance and future-proofing
Global sustainability regulations are becoming stricter, allowing manufacturers to better comply with environmental laws and avoid potential fines and legal complications.
Strategies for implementing sustainable procurement in manufacturing
Manufacturers can successfully integrate sustainability into their procurement processes by following these best practices:
Develop a clear sustainable procurement policy
A well-defined procurement policy should outline sustainability goals, selection criteria for products and suppliers, and mechanisms for monitoring compliance. Leading organisations use frameworks such as ISO 20400 (Sustainable Procurement Guidance) to structure policies.
Engage and collaborate with suppliers
Manufacturers should establish long-term partnerships with suppliers who share their sustainability vision, encourage green production, offer training and incentives, and conduct supplier audits to ensure compliance with ethical and environmental standards.
Implement lifecycle cost analysis (LCA)
Instead of focusing solely on initial purchase costs, manufacturers should evaluate the total lifecycle cost of products, including operational efficiency, maintenance, and disposal. This ensures procurement decisions contribute to long-term sustainability and cost-effectiveness.
Prioritise sustainability certifications and standards
Manufacturers should choose suppliers with credible sustainability certifications like Carbon Trust Standard, B Corp Certification, and Fair Trade Certification, which recognise carbon emissions, high social and environmental performance, and ethical labour practices in the supply chain.
Digitalisation and data-driven procurement
Leveraging digital tools such as AI-driven supplier analytics, blockchain for supply chain transparency, and IoT-enabled tracking of sustainability metrics can enhance sustainable procurement efforts.
Examples of sustainable procurement in manufacturing
Nike: Ethical and sustainable supply chains
Nike has revolutionised its procurement strategy by ensuring responsible sourcing and sustainable production methods. The company’s Move to Zero initiative focuses on reducing carbon emissions and waste across its supply chain. By prioritising recycled materials and energy-efficient manufacturing, Nike has significantly lowered its environmental impact while maintaining product quality and cost efficiency.
Interface Inc.: Circular economy leadership
Interface, a modular flooring manufacturer, has integrated sustainable procurement into its operations by sourcing raw materials from recycled and bio-based sources. The company’s Mission Zero® initiative aimed at eliminating negative environmental impacts led to a 96% reduction in greenhouse gas emissions over two decades.
H&M Group: sustainable material sourcing
H&M has committed to sourcing 100% recycled or sustainably sourced materials by 2030. Now, over 64% of its materials come from sustainable sources, reducing its environmental footprint while aligning with consumer demand for ethical fashion.
Sustainable procurement is no longer an option, it is a necessity for manufacturers striving for long-term success. By integrating responsible sourcing strategies, companies can drive cost savings, mitigate risks, foster innovation, and strengthen their brand reputation.
As industries move towards greener supply chains, manufacturers prioritising sustainability in procurement will gain a competitive advantage and contribute to a more resilient, eco-conscious global economy.
We use cookies to personalize your experience. By continuing to visit this website you agree to our Terms & Conditions, Privacy Policy and Cookie Policy.
Safran Aircraft Engines and HAL have signed a new deal to produce LEAP engine components, strengthening their partnership and supporting Make in India.
At the 55th Paris Air Show, Safran Aircraft Engines, the world’s leading French aircraft engine manufacturer, signed a deal with Hindustan Aeronautics Limited (HAL), India’s premier aerospace and defence company, to industrialise and produce rotating parts for LEAP engines.
This strategic agreement complements the Indian government’s “Make in India” policy and builds on the Memorandum of Understanding signed by both firms in October 2023, which aimed to collaborate on the production of LEAP engine parts. It also builds on the February 2024 contract for the manufacture of forged components. Under the new arrangement, HAL will now produce Inconel parts, which are critical to the LEAP engine programme.
Dominique Dupuy, Vice President of Purchasing at Safran Aircraft Engines, commented, “The goal is to support the strong growth of the Indian aerospace market and ensure the ramp-up of LEAP engines powering single-aisle civil aircraft.” This industrial partnership is part of our strategy to diversify our production sourcing and build our industrial presence in India to support the expansion of domestic air traffic with our LEAP engine and prepare for future M88 engine requirements for the Rafale.”
Dr D K Sunil, Chairman and Managing Director of HAL, stated, “We are proud to expand our long-standing partnership with Safran and to further develop our industrial expertise in forging processes for Inconel parts for the LEAP programme.”
Safran Aircraft Engines is increasing its footprint in India, where it has five production sites in Hyderabad, Bengaluru, and Goa, with a sixth MRO site for LEAP engines scheduled to open in Hyderabad by the end of the year. In 2022, it also established the Safran HAL Aircraft Engines joint venture in Bengaluru to manufacture components for the LEAP and M88 engines.
India is currently CFM’s third-largest market in terms of engine installed base, with CFM engines powering 75% of the Indian commercial fleet. More than 370 of the 500 aircraft operated by seven Indian airlines use LEAP technology. Indian airlines have bought more than 2,000 LEAP engines. Safran also plans to improve its military relationship with India through the M88 engine development.
We use cookies to personalize your experience. By continuing to visit this website you agree to our Terms & Conditions, Privacy Policy and Cookie Policy.
To remain competitive and ensure long-term growth, manufacturers must implement strategic transfers of lines and plants, much like a seasoned captain navigating through a storm amidst evolving dynamics. Dr. Narayanan Ramanathan, Chief Delivery Officer at L&T Technology Services, emphasises the importance of strategic transfers in the medical device sector to ensure long-term growth and adapt to changing market dynamics.
In a D-VUCA (Disrupted – Volatile, Uncertain, Complex, and Ambiguous) world, global manufacturers, in the medical device sector, face mounting challenges. From evolving regulations, geopolitical tensions, supply chain disruptions and fierce market competition to the need to stay competitive in a dynamic market multiple sink-or-swim scenarios exist.
To remain competitive and ensure long-term growth, manufacturers must implement strategic transfers of lines and plants, much like a seasoned captain navigating through a storm amidst evolving dynamics.
A well-thought-out transfer strategy does more than avoid short-term disruptions; it builds long-term resilience into the production ecosystem – helping global companies adapt to cost pressures, reduce regional risks, and position themselves closer to emerging markets and untapped opportunities. Such a decision can ensure stability, enable compliance, and drive sustainable growth.
Line and plant transfers
Line and plant transfers involve relocating or expanding manufacturing lines, assembly layouts, or entire production facilities to new locations. The focus is on minimising disruption to operations, ensuring compliance with regulatory standards, and enabling cost and efficiency optimisation.
For leaders in the medical device industry, the process can be particularly stringent and demanding due to regulatory requirements, including the FDA, EU MDR, and ISO 13485. The importance of precision, patient safety, and quality standards in manufacturing operations is crucial.
What is needed, therefore, is a balanced approach. It requires an emphasis on digital engineering, smart tooling and automation, seamless supply chain localisation, streamlined regulatory compliance, and robust sustainability. Only then can companies achieve seamless transfers that maintain and accelerate operational excellence.
Strategic considerations for line and plant transfer in manufacturing
For a manufacturer, successful line and plant transfers are driven by:
Cost Optimisation: Relocating to regions with lower operational costs while improving productivity and maintaining quality.
Capacity Expansion: Scaling production to meet the growing demand for medical devices, such as diagnostic equipment or wearables across diverse geographies.
Regulatory Compliance: Ensure new facilities meet global standards such as GMP and FDA 21 CFR PART 820.
Enabling supply chain resilience: To reduce risks and ensure proximity to key markets.
Sustainability: Design new plants for energy efficiency and rapid progress toward net-zero targets.
Technology Integration: Implement Industry 4.0 technologies, including IoT, AI, and digital twins, to modernise operations.
These strategic considerations are particularly crucial in the medical devices sector, where even minor disruptions can compromise patient care, delay regulatory approvals and damage brand reputation.
As a global engineering services provider with deep expertise in plant and line transfers, they realise that a successful transfer strategy needs to balance each of these objectives. The transfer process must minimize downtime, ensure workforce readiness, and maintain overall product quality.

A tested approach to successful line and plant transfers
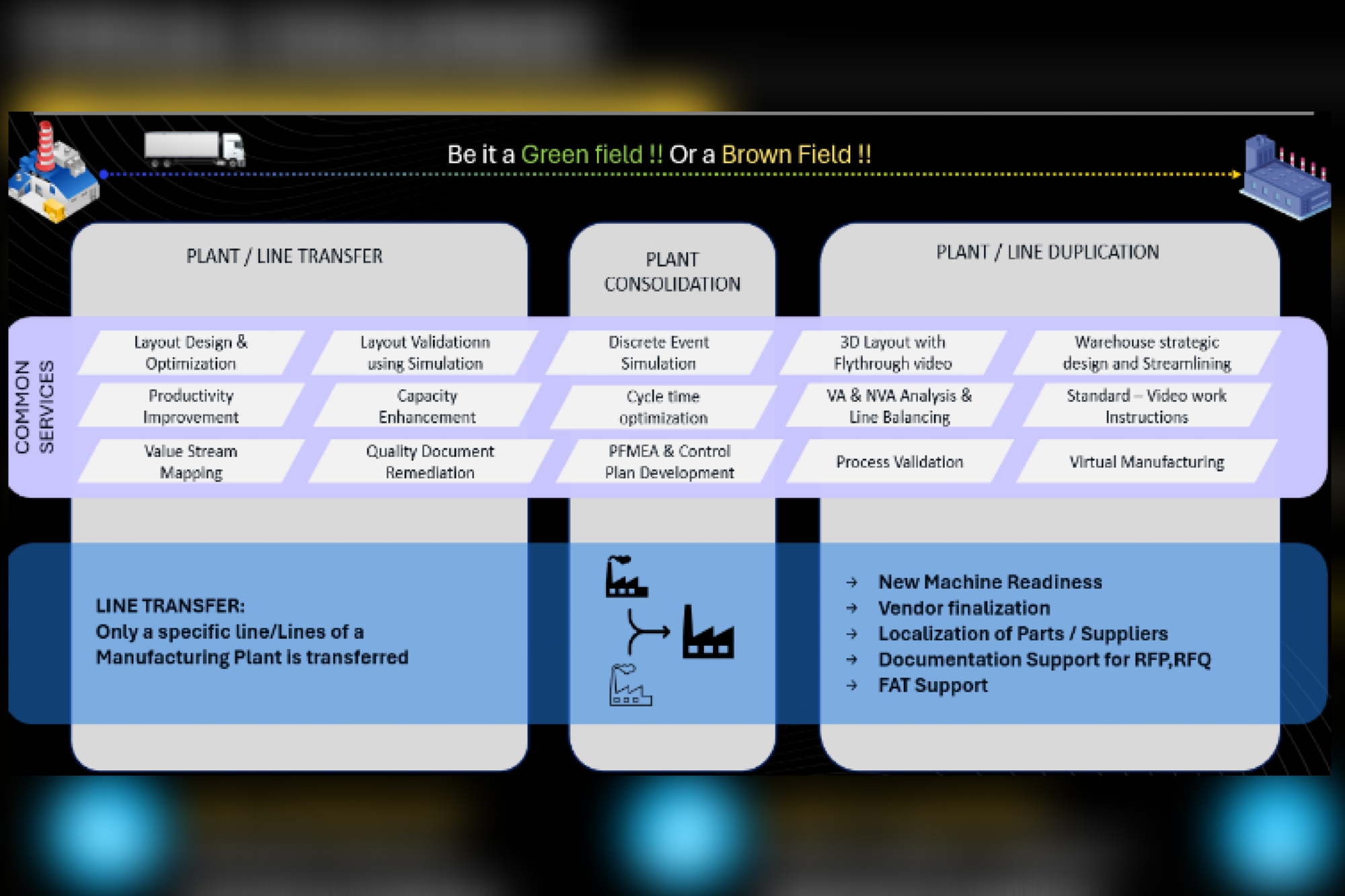
They leverage industry-leading expertise in plant engineering, digital manufacturing, and medical device engineering to deliver tailored line and plant transfer solutions for global clients across industries and geographies. LTTS’ framework for successful transfers consists of four key pillars: product integration, process integration, plant integration, and people integration.
Robust execution framework
LTTS’ comprehensive framework for handling end-to-end plant transfer and consolidation projects is divided into three phases, consisting of eight constituent steps.
Pre-transfer phase: This involves three steps – As-Is Study and Transfer Planning, Detailed Engineering, and Pre-Dismantling.
Transfer phase: Comprises two steps – Dismantling and Commissioning Readiness.
Post-transfer phase: Follows three steps – Installation and Commissioning, Process Qualification, and Sustenance.
Digital engineering and industry 4.0 integration
LTTS is utilising digital twins, AI, IoT, and generative AI to improve transfer efficiency and future-proof new facilities. Digital twins simulate plant layouts and processes to identify bottlenecks before physical transfer, while AI-powered automation streamlines high-volume tasks like clinical evaluation report processes. LTTS’ UBIQWeise IoT platform enables remote monitoring of equipment health, reducing downtime during transfers. Generative AI, partnered with hyperscalers like AWS and NVIDIA, optimises manufacturing processes across smart vehicles and medical devices.
LTTS technology stack helps ensure that the new plants are equipped with smart manufacturing capabilities, including real-time quality control for diagnostic devices.
Workforce enablement and change management
Transferring a plant requires upskilling local teams and ensuring operational readiness. The proposed approach includes:
Training and simulation: Using ergonomic simulations and AR/VR to train workers on new processes to ensure a 100% safe environment.
Knowledge transfers: By effectively capturing the tribal knowledge, digitalisation requirements and localised training content to enable a team with no prior experience to operate effectively, and
Change management: Aligning global stakeholders to drive adoption and reduce resistance.
LTTS has demonstrated capabilities in training teams on handling sophisticated equipment, including AI-powered radiology tools and endoscopic platforms.
Enabling sustainability and cost efficiency
LTTS focuses on sustainability and cost-efficiency in plant and line transfer lifecycles. They use IoT-based platforms to optimise energy consumption, design lean layouts, reduce cycle time by up to 20%, and enable predictive maintenance using AI-powered platforms. This approach reduces operational expenditure and minimises unplanned downtime, which costs manufacturers over $50. The company’s process optimisation also reduces manufacturing cycle times by 20%.
Harnessing a Proven Track Record
LTTS has a proven track record in cross-industry line and plant transfers across industries, with notable examples relevant to leading global medical device firms, including:
A USD 100 million+ plant engineering engagement: partnered with a global O&G leader on two US-based refining and chemical facilities, delivering integrated engineering and operational efficiency over 5 years.
Cutting-edge medical device engineering: LTTS helped a European ultrasound market leader design next-generation scanners, integrating AI and cloud connectivity.
Partnerships with tech leaders: LTTS collaborates with Siemens, Rockwell, AWS, NVIDIA, and Google Cloud to deliver cutting-edge solutions, enhancing its transfer capabilities.
LTTS’s recognition as a Leader in Connected Medical Device Services by Everest Group (2022) and its ranking among the Top 3 Global Pure Play ESPs in PLM Services underscore its expertise in medical and plant engineering.
Tailored recommendations for a medical major
In light of global trends, medical device leaders should consider the following phased approach for effective line and plant transfer:
Adopt a Phased Approach:
Phase 1 involves digital planning using digital twins to align layouts and processes with FDA, ISO 13485, and EUMDR requirements. Phase 2 uses concurrent engineering to accelerate equipment transfer without compromising quality or compliance. Phase 3 integrates AI, and IoT for real-time monitoring and maintenance.
Prioritize Regulatory Compliance:
Partner with a trusted engineering and technology partner to implement traceability systems and automate documentation (e.g., CER processes) to streamline audits and ensure audit readiness.
Deploy HL7, and DICOM integrations to ensure seamless interoperability with EMR systems and compliance with clinical workflows.
Leverage digital technologies
Utilise digital technologies like AI for quality control and process optimisation and AR/VR training modules for workforce readiness and reduced onboarding time for complex medical devices.
Focus on Sustainability
Implement platforms like LTTS iBEMs to optimise energy usage, identify high-consumption zones and drive measurable reductions in carbon emissions.
Strengthen supply chain resilience through predictive demand planning, alternate sourcing models and regional vendor integration.
Conclusion
An effective line and plant transfer strategy must take a holistic, technology-driven approach anchored in digital engineering, regulatory compliance, and sustainability. Seamless transfers that minimize disruptions, reduce costs, and maximise operational efficiency are powered by enablers like AI, IoT, and digital twins. Achieving this demands a global delivery model built on engineering depth, execution, agility and regulatory rigour, ensuring consistent outcomes across geographies.
In today’s turbulent environment, leadership means steering with clarity, ensuring your operations remain resilient, compliant, and future-ready.
We use cookies to personalize your experience. By continuing to visit this website you agree to our Terms & Conditions, Privacy Policy and Cookie Policy.
Solidus Techno Power Pvt. Ltd. has partnered with Sol-Bright New Energy Technology Co., Ltd. The partnership will begin with the deployment of dry-type robotic cleaning systems at Solidus’ 28.71 MWp solar PV project in Kitasar, Rajasthan, and is designed to extend across Solidus’ national portfolio in the coming years.
Solidus Techno Power Pvt. Ltd., one of India’s fastest-growing solar EPC companies, has signed a strategic long-term partnership with global O&M technology leader Sol-Bright New Energy Technology Co., Ltd. The collaboration begins with the deployment of dry-type robotic cleaning systems at Solidus’ 28.71 MWp solar PV project in Kitasar, Rajasthan—but it is designed to extend across Solidus’ expanding national portfolio in the coming years.
With this alliance, Solidus takes a major step toward revolutionising its operations and maintenance (O&M) strategy – introducing automated, water-free robotic cleaning solutions to enhance performance, reduce manual intervention, and ensure long-term sustainability, particularly in high-dust and water-scarce zones.
Harvinder Singh, Director, Solidus Techno Power Pvt. Ltd., said, “At Solidus, innovation isn’t an add-on – it’s integral to how we build and manage every solar project. Our partnership with Sol-Bright is not just about one site in Rajasthan. It’s a long-term collaboration that supports our vision of building smart, self-sustaining solar infrastructure powered by global best practices in O&M.”
Founded and headquartered in Punjab, Solidus Techno Power has emerged as a dynamic force in India’s solar industry. Known for its high-quality execution, project customisation, and future-ready EPC approach, the company is currently executing more than 200 MWp of solar projects across North India. With a sharp focus on performance optimisation, Solidus is setting new standards in solar asset lifecycle management.
The integration of Sol-Bright’s 7th-generation dry-cleaning robots will allow Solidus to maintain energy efficiency while significantly reducing water usage and operational overhead. The deployment at Kitasar is a pilot for broader application across Solidus’ upcoming C&I and utility-scale projects.
We use cookies to personalize your experience. By continuing to visit this website you agree to our Terms & Conditions, Privacy Policy and Cookie Policy.
Uno Minda is investing ₹210 crore in a new casting plant in Aurangabad to meet rising EV component demand and support OEMs.
Uno Minda Limited, a global manufacturer of automotive components, is to invest roughly ₹210 crore in creating a new manufacturing site for the casting division in Aurangabad, Maharashtra. The new plant will meet the increasing demand for electric vehicle (EV) casting components.
The proposed facility’s detailed project report was approved by the Board of Directors. According to Uno Minda’s regulatory filing, the new plant will primarily service Original Equipment Manufacturers (OEMs) in the electric mobility category, addressing the growing demand for high-quality, precision-engineered casting parts.
The project would be constructed in phases, with a total capital cost of ₹210 crore funded through internal accruals and a term loan. Over the next five years, the facility’s production capacity is scheduled to increase progressively to 3,629 metric tonnes per year. The first phase of the project is set to begin operations in the second quarter of FY 2026-27.
Aligned with national initiatives like Make in India and Atmanirbhar Bharat, Uno Minda is expanding locally while strengthening global ties through OEM collaborations and a focus on innovation and quality.
We use cookies to personalize your experience. By continuing to visit this website you agree to our Terms & Conditions, Privacy Policy and Cookie Policy.
SKF has unveiled a new generation of innovative products and integrated service offerings at the 2nd edition of the SKF ISEA Tech & Innovation Summit. These innovations are designed to reduce emissions, optimize equipment reliability, and extend asset lifecycles.
SKF unveiled a new generation of innovative products and integrated service offerings at the 2nd edition of the SKF ISEA Tech & Innovation Summit, strengthening its commitment to delivering performance-driven sustainability across heavy industries, energy, and manufacturing sectors.
Building on its global mission to enable a more sustainable future, SKF introduced cutting-edge bearing solutions and intelligent service models designed to reduce emissions, optimise equipment reliability, and extend asset lifecycles.
Mukund Vasudevan, President, India, SEA, and Managing Director, SKF India, said, “SKF’s latest innovations are a reflection of our commitment to our customers through intelligent engineering. By combining product performance, circular economy principles, and condition-based services, we are helping our customers not just reduce their carbon footprint but also boost their operational efficiency.”
Aligned with this vision, SKF is reimagining what reliability means for the modern industrial ecosystem. These innovations are purpose-built to solve real challenges faced in the field, reflecting both evolving market demands and driving meaningful insights from actual machine performance.
Sanoj Somasundaran, Chief Technology Officer, SKF India, and Director, Technology Development, ISEA Region, said, “These innovative products are well-positioned to unlock high value for our customers and solve their challenges, thereby improving their product performance, efficiency, and reliability. Whether it’s dealing with tough operating conditions, reducing energy or making maintenance smarter, our focus is on creating solutions that add more value than required. They help our customers to run their assets better, longer, and in a more sustainable way.”
Innovative products and solutions unveiled:
SKF Energy Efficient Deep Groove Ball Bearings are designed for small industrial motors, reducing frictional moment by 25% or more, improving motor efficiency, extending bearing life, and reducing CO₂ emissions by over 25%, validated by leading Indian OEMs.
Sealed Spherical Roller Bearings forHPGRs are designed for mining and cement sectors. These large-size sealed bearings triple service life, slash grease usage by 99%, and reduce maintenance demands. Customers report over 500 kg/year savings in grease per bearing, significantly lowering cost and environmental impact.
Four-row cylindrical roller bearings for HPGRs are designed for heavy-duty applications in mining and cement. They handle intense radial loads and accommodate axial displacement. Features include enhanced raceway topography, open flange design, and upgraded cage pins with corrosion-resistant coating. These bearings offer longer bearing life, improved dimensional stability, easier refurbishment, and reduced unplanned downtime.
Sealed spherical roller bearings forHPGRs are designed for mining and cement sectors. These large-size sealed bearings triple service life, slash grease usage by 99%, and reduce maintenance demands. Customers report over 500 kg/year savings in grease per bearing, significantly lowering cost and environmental impact.
The company also introduced a holistic service platform aimed at large-size bearings, integrating Circular Solutions (remanufacturing used bearings), Reliability Solutions, and Condition Monitoring powered by AI. These services are already helping industries like sugar production extend bearing life by up to 10 years and reduce lead time by 5x.
With these launches, SKF reiterates its vision to be a trusted sustainability partner for Indian industries, enabling decarbonisation and digitalisation across the value chain.
We use cookies to personalize your experience. By continuing to visit this website you agree to our Terms & Conditions, Privacy Policy and Cookie Policy.
Tata Elxsi and Infineon Technologies have partnered to develop scalable, safety-compliant EV solutions for the Indian market.
Tata Elxsi, a global leader in design and technology services, and Infineon Technologies, a global leader in semiconductor solutions, have signed a memorandum of understanding (MoU) to collaborate on application-ready electric vehicle (EV) solutions customised for the Indian market.
This strategic alliance comes as India is experiencing a strong push towards electrification, with EV sales expected to expand by 25-30% year on year in 2024, including a 28% growth in electric two- and three-wheeler sales.
Tata Elxsi’s design, system integration, and validation capabilities will be combined with Infineon’s advanced semiconductor technologies, which include silicon carbide (SiC) components, microcontrollers, and integrated circuits, to deliver cost-effective, automotive-grade, and safety-compliant subsystems. A main focus is on establishing ASIL-D compliance with the ISO 26262 functional safety criteria.
Both companies will collaborate to provide high-voltage inverters for traction and auxiliary systems, scalable battery management systems (BMS), bi-directional onboard chargers, and high-voltage thermal management solutions. These technologies will serve India’s rapidly changing two-wheeler, three-wheeler, passenger vehicle (PV), and commercial vehicle (CV) markets, with potential applications in eVTOL, energy, and off-highway segments.
Nambi Ganesh, Head of Automotive at Tata Elxsi, stated, “Several of our EV solutions are already constructed using Infineon SoCs and components. This MoU deepens our cooperation by providing us with a clearer scope and stronger system-level alignment, allowing for faster turnaround times to meet Indian market requirements.” As EV adoption grows, our focus remains on delivering production-ready, automotive standards-compliant platforms and solutions.”
Kenneth Lim, Senior Vice President, Automotive at Infineon Technologies Asia Pacific, stated, “At Infineon, we are dedicated to advancing EV innovation and supporting India’s electrification objectives.” This collaboration with Tata Elxsi improves the development of safe, high-performance EV systems by combining our semiconductor expertise with their design capabilities, accelerating adoption across all vehicle segments.”
This programme is consistent with NITI Aayog’s national targets of electrifying 80% of two- and three-wheelers and 70% of commercial vehicles by 2030, hence assisting India’s larger transition to sustainable transportation.
We use cookies to personalize your experience. By continuing to visit this website you agree to our Terms & Conditions, Privacy Policy and Cookie Policy.