



Trumpf drives efficiency with new LaserHybrid welding system
By Staff Report August 16, 2025 6:20 pm IST
Trumpf Maschinen Austria GmbH, headquartered in Pasching, offers a comprehensive range of products, including advanced systems for die and panel bending, large-format bending machines, and fully automated bending solutions. Setting high standards for productivity and quality, Trumpf counts on state-of-the-art welding technology from Fronius in production.
Trumpf has recorded significant growth with its bending machines in recent years and has continuously expanded its product portfolio in this segment. With its capacity utilisation increasing, the company had to order the frames it uses for its multi-ton bending machines. This led to longer production times, higher costs, and limited flexibility in production. Welding was done manually at the supplier’s premises, leading to time-consuming rework. This included an energy-intensive spheroidising process that was needed to avoid hardening in the steel, an undesirable effect of manual welding.
During spheroidising, the steel is heated to up to 800 °C in an annealing furnace. As it heats, the material reacts with the oxygen in the air, oxidises on the surface, and forms rust. This means the components have to be sandblasted before painting,” explains Thomas Reiter, production manager at Trumpf. “Thanks to our new LaserHybrid gantry welding system, we can skip the annealing process, which takes up a lot of time and money. We use the laser to heat the steel along the weld to between 150 °C and 180 °C, depending on the material. This reduces the cooling rate after welding, avoiding hardening, cold cracks, and corrosion.”
The company is reaping economic and environmental benefits by eliminating the spheroidising process. The energy it saves is equivalent to the annual electricity needs of approximately 270 four-person households.
Optimum edge fusion and reduced tendency to form pores
The LaserHybrid welding process combines a laser beam aimed at the weld with a GMAW welding process in the same process zone. The highly focused laser beam boasts an extremely high energy density and penetrates up to 10 mm deep into the steel when welding the machine frames. Immediately after the laser, the MIG/MAG process fills the root pass and ensures optimum edge fusion. The applied heat allows the material to outgas effectively, significantly reducing the risk of porosity compared to pure laser welding. Depending on the sheet thickness, Trumpf uses MIG/MAG to weld up to 29 top passes.
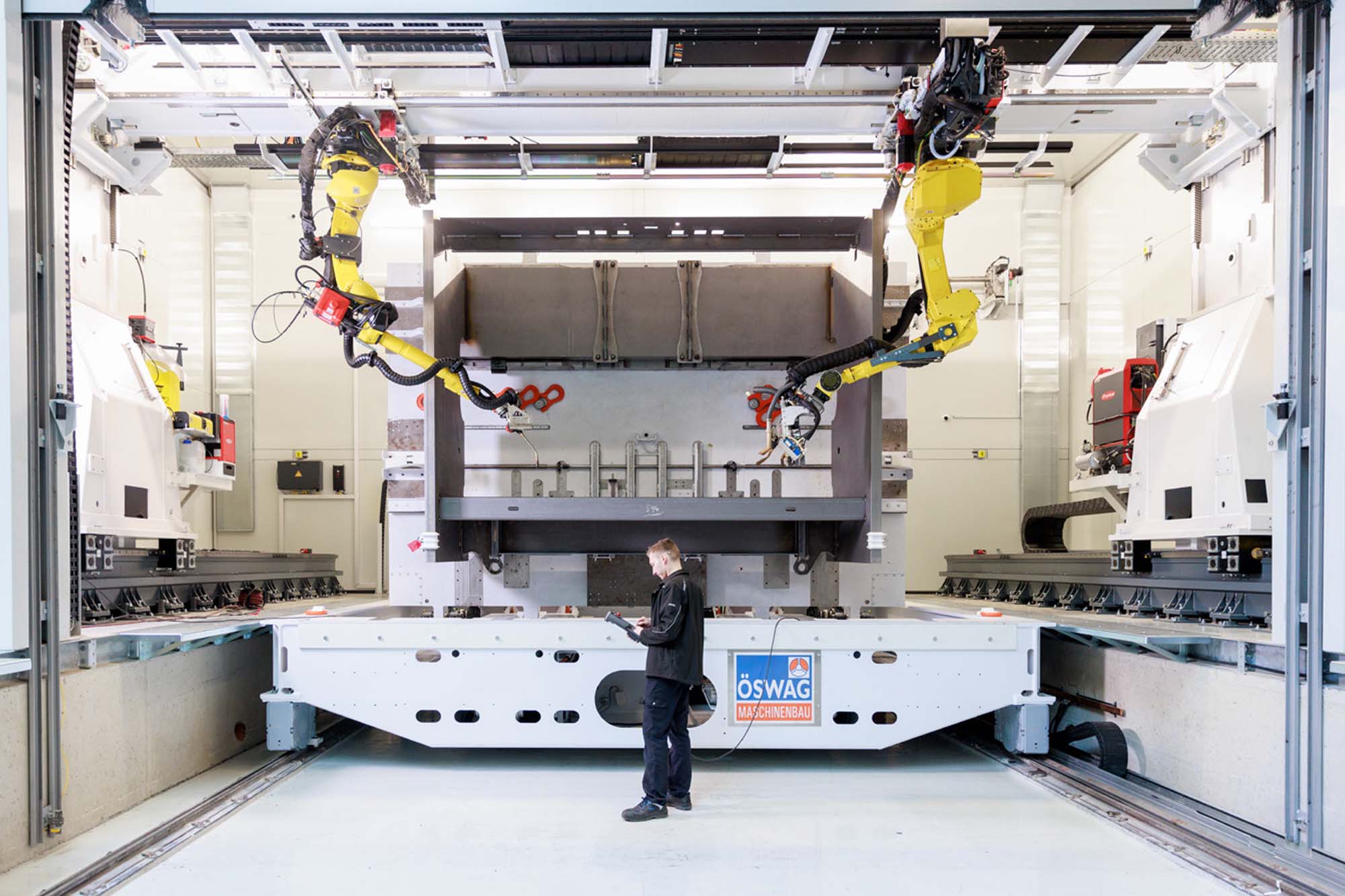
Gantry welding system with two welding heads—LaserHybrid and MAG—from Fronius International. Equipped with two tilt positioners for setup parallel to production. Components are moved in by the motor.
Enhanced efficiency and material savings
LaserHybrid offers Trumpf decisive advantages over MIG/MAG-only welding. Reiter explains: “For one, we save up to four tons of welding wire and valuable working time every year, as we can skip the time-consuming process of chamfering the sheet edges, especially on thinner sheets. This keeps the weld cross-sections small and reduces the amount of filler metal required. Secondly, we increase our productivity thanks to high welding speeds, which result from the stabilised arc that LaserHybrid creates in conjunction with MIG/MAG. And thirdly, the low energy per unit length reduces component distortion.”
But there’s still a fourth aspect that also has a positive effect on the consumption of filler material. The weld can be created further inwards with the LaserHybrid process, making it possible to move closer to the side parts during fillet welding and create a narrower air gap.
Fronius comes out on top in the evaluation
Trumpf evaluated concepts from various suppliers before opting for the LaserHybrid robotic welding system from Fronius. The aim was to find the best solution from both a technical and a profit perspective. Options for moving the components, which weigh up to 18 tons and measure 4.5 × 3 × 2 m, during welding or placing them on rotary tilting positioners were quickly taken off the drawing board. These approaches would not have been able to accommodate a setup parallel to production, which Trumpf preferred from the outset, or could only provide for this to a limited extent.
The company therefore decided to install a two-station gantry system with one LaserHybrid and one MIG/MAG welding robot, as well as two large tilt positioners that allow components to be fed in horizontally. While one machine frame is being welded, the next one can be clamped on the free positioner.
“As well as impacting setup parallel to production, rotary tilting positioners would pose a risk of excessive tilting moments if the centre of gravity of our multi-ton components were too far away from the turning or tilting axis. This would create an extremely high risk of damage to the system as well as accidents,” explains Reiter. “The only way to avoid these issues was by using huge rotary tilting positioners. However, we would then encounter a problem with the working height. Due to the enormous size of some of the components, we would either need a trench two and a half meters deep or a machine height of at least two meters.”
All things considered, the version proposed by Fronius turned out to be the best. Several factors were crucial here, including a sensible safety concept, the fact that using two welding robots would eliminate the need for a torch-changing station, the system’s hassle-free hosepack routing, the use of WireSense for seam tracking, and the ready accessibility to corner areas thanks to the slim MIG/MAG robot. Efficient production was also guaranteed, with the two tilt positioners allowing for setup parallel to production. Other key advantages that put Fronius ahead included the partners’ long-standing and trusting business relationship, offline programming of welding jobs with Pathfinder, and the expertise the Fronius specialists had to offer in system technology.
No tool changes required
To avoid torch changes and all the related problems that come with transferring the hosepack, the experts at Fronius opted for a gantry system with two welding robots. Each is equipped with one LaserHybrid and one MIG/MAG welding head, both of which move overhead on a rail while operating one at a time. The LaserHybrid robot begins by performing root pass welding. Hard-to-reach areas and top passes are then welded using the MIG/MAG hollow-arm robot.
“The hollow arm of the MIG/MAG robot guarantees optimal routing of the hosepack. Hosepacks that are routed to the side often dangle unintentionally, which can cause damage or, in the worst case, even mean they come detached. There is also a risk that these hosepacks could get caught on components or devices, which can prevent robots from moving freely,” Reiter explains.
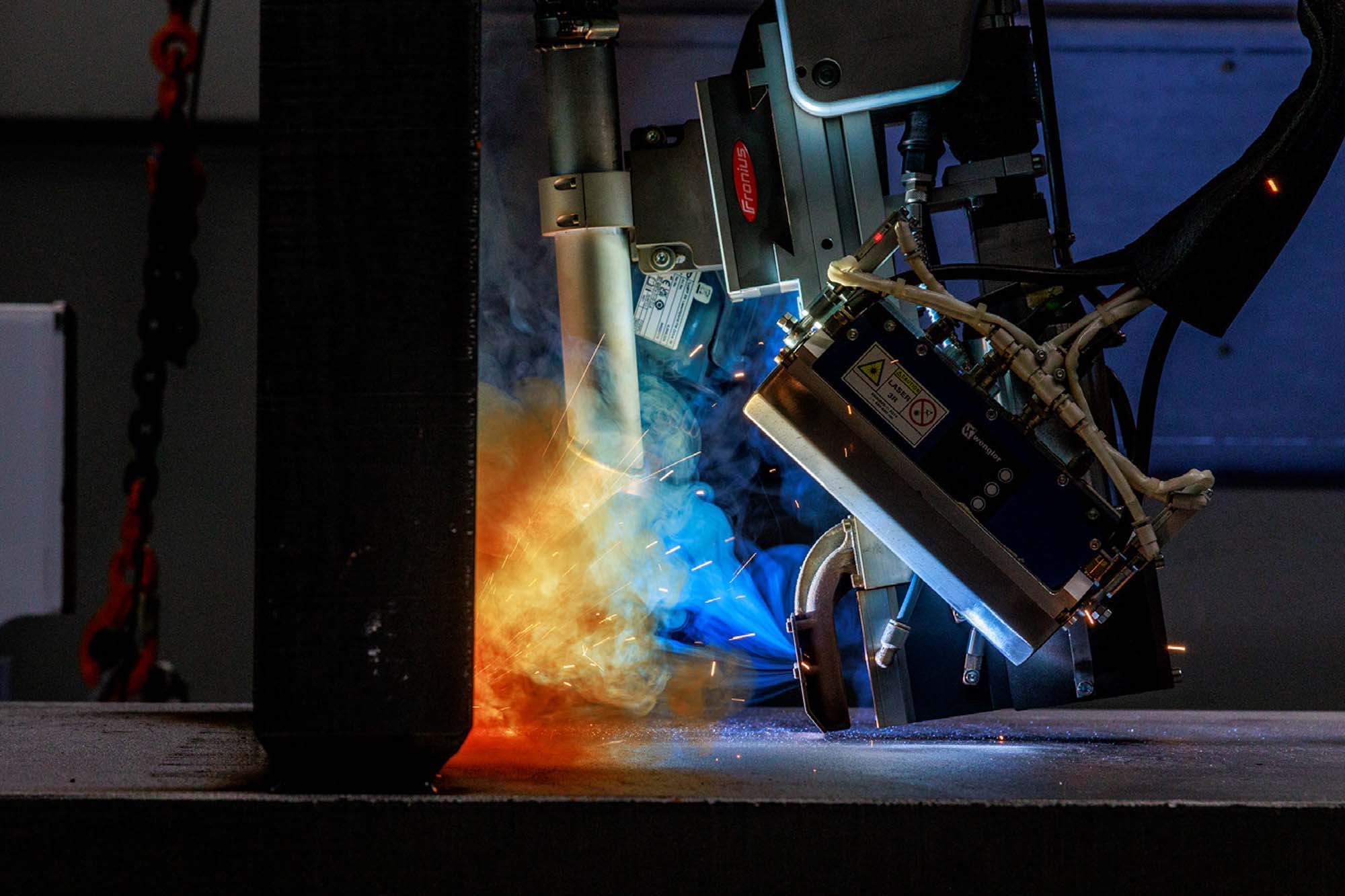
Root pass welding with LaserHybrid
Sophisticated: two welding robots on a single rail
Using two welding robots on the same rail presents a particular challenge. As a solution, only one robot welds the component at a time, while the other remains in the parked position. A specific program template was created for each robot, which contains all movements and travel and serves as the basis for programming the component-specific welding tasks.
The welding sequences provided by Trumpf for the acceptance parts were simulated on the digital twin during the design phase using Fronius Pathfinder and checked for feasibility. This way, the client’s welding specialists could be made aware of potential production issues ahead of time, such as areas that are tricky to access. Wolfgang Mitterhauser, a software engineer and simulation expert at Fronius, played a special role here:
“I added capabilities to the postprocessor (parser) so that it can translate special commands for the MIG/MAG welding robot, such as the use of WireSense seam tracking sensors. The parser transfers the welding programs that are created from the digital twin to the actual system. The add-ons include program sections that are tailored precisely to the customer’s system and are not included in the standard version of Pathfinder,” explains Mitterhauser.
Thanks to these add-ons, system operators can specify exactly what and how much information is transferred by the postprocessor. “The result is a welding program that meets the robot’s requirements perfectly,” adds Mitterhauser.
A collision sensor can be created in the Pathfinder so that any impact between the welding torch and the component is detected promptly. If the virtual monitoring system detects a potential collision, the software immediately alerts the user.
Welding wire doubles as a sensor.
Even if all system components interconnect almost seamlessly, there is a risk of deviations when welding layers if seam tracking sensors aren’t used. This can lead to fusion defects such as burn-through and inadequate dimensions. Fronius WireSense uses the wire electrode as a sensor for weld seam detection and eliminates the need for optical measuring aids that could impair the welding torch’s ability to access the component. Highly precise sensing involving frequent reversing wire movements enables the different component geometries to be recognised and the relative position of the individual sheets to be determined extremely accurately. WireSense does not require any add-on torch components or calibration and maintenance work. Thanks to this innovative sensor technology, Trumpf benefits from flawless welds and lower production costs.
Intelligent control for all processes
The user-friendly HMI-T21 RS system controls are the core feature of the welding system, monitoring and coordinating all peripheral components such as the robot, welding machine, tilt positioner, and torch cleaning system. Thanks to the 3D real-time views provided by the system, Trumpf’s welding specialists can follow all robot movements live on the monitor. They have the option of choosing between preset views or creating their own and saving them to ensure a perfect display at all times.
A key element of the innovative HMI-T21 RS is its program editor, which system operators can use to define the individual program sequences, assign them to a processing station, and save them as a sequence string.
Fault, warning, and information messages are displayed in plain text in the status bar. If there are no messages, all system statuses and the program sequence are displayed, with the currently logged-in user shown in the right-hand column.
Mitterhauser says, “The status overview shows the status of all available sensors. If there is a fault message, all signals can be checked using the HMI.”
Virtual commissioning and assembly
Fronius typically installs and pre-commissions welding systems at its site, but this wasn’t feasible in this case due to the outsized dimensions of the gantry and positioners. Given these conditions, virtual commissioning with Pathfinder was used instead. The software was used to create a virtual model, including all the signals defined in the circuit diagram and realistic kinematics. Based on the digital replica, the software engineers were able to simulate the system’s operation realistically.
Pathfinder also proved to be extremely useful during pre-inspection by the customer. Using virtual reality glasses, they were able to see all of the movement sequences of the two welding robots and tilt positioners—which can hold up to ten different components—under realistic conditions.
The Trumpf employees were involved throughout the design phase, giving important suggestions and feedback.
Installing the LaserHybrid welding system on-site proved to be particularly challenging. The huge dimensions of the gantry and tilt positioners, which can be swivelled up to 90°, presented a special challenge in logistical terms. All components had to be in the right place at the right time to avoid unnecessary delays. One especially challenging aspect was the night-time delivery of the two tilt positioners, which had to be transported on closed highways part of the way due to their size.
Enhanced efficiency via feasibility studies with Pathfinder
The mechanical engineering experts at Trumpf use the software for more than just programming and simulating new welding jobs. They also conduct virtual checks to assess the weldability of new components. This includes asking questions such as: To what extent is the component geometry suitable for automated welding? Can the component be adequately accessed? Is there a risk of collisions? Do parts have to be welded manually, or is it, in fact, necessary to change the design? These comprehensive feasibility tests and process simulations are now saving Trumpf up to three weeks of programming time.
Conclusion
The new Fronius LaserHybrid welding system improved the weld quality of the machine frames, the welding speed, and saved valuable working time due to the option of offline programming and simulation.
Thomas Reiter says, “We’re now producing almost 1,500 bending machines every year. With our new robot welding system, work has become more profitable and flexible in terms of delivery times, as we are no longer dependent on buying in machine frame components. And we also have more options in terms of production capacity now.”
Cookie Consent
We use cookies to personalize your experience. By continuing to visit this website you agree to our Terms & Conditions, Privacy Policy and Cookie Policy.










